01908 6998020845 899 4400 | 01908 699802Tel 01908 699802
Tungsten Tig Electrodes


The choice of type and diameter of Tungsten Tig Electrodes is important as it’s from the Tungsten Tig Electrode that the Arc is struck.
Also important is how the Tungsten Tig Electrode is sharpened when used for DC Tig Welding.
Types of Tungsten Tig Electrode
Tungsten Tig Electrodes are colour coded, making them easy to identify.
- Gold = 1.5% Lanthanated Multi Type Tungsten Tig Electrode. Can be used pretty much any material in AC or DC output. These are the only Tungsten Tig Electrodes we stock as they are the most versatile.
- Red = 2% Thoriated. Use for Tig Welding Mild Steel and Stainless Steel.
- White = Zirconiated. Use for Tig Welding Aluminium.
- Grey = Ceriated. Use on most metals AC or DC output (I prefer Gold type).
- Green = Pure. Use for Aluminium & Magnesium

There are a few other types of Tungsten, but the above covers most.
Sharpening
Tungsten Tig Electrodes only need to be sharpened when used in DC output Tig Welding applications.
How the Tungsten Tig Electrode is sharpened is important.
There are different opinions on the exact shape of the point, but my preferred profile is to have a point that’s sharpened to a sharp point that looks a bit like a sharpened pencil.
A good guide is to make the length of the point 2½ times the diameter of the Tungsten. So a 1.6mm diameter Tungsten should have a point around 4.0mm long (1.6 x 2.5 = 4.0). A 2.4mm Tungsten should have a point around 6.0mm long (2.4 x 2.5 = 6.0).
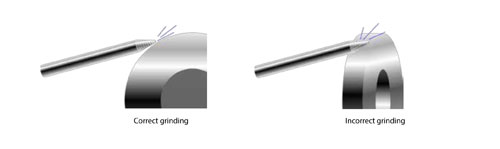
It’s important that grinding lines run along the length of the Tungsten NEVER around the point as this can cause arc instability.
NB – Always wear suitable respiratory protection when grinding.
AC Welding and Tig Tungsten Electrodes
If you’re intending to Tig weld with an AC output, Aluminium for example, there’s no need to sharpen the Tungsten.
Having said that, it’s a good idea to put a small chamfer on the end of the Tungsten.
Once you start welding the end of the Tungsten will form into a dome.
IMPORTANT – If the dome on the end becomes a ball that is larger in diameter than the Tungsten itself, you need to use a larger Tungsten!
How much of a Tig Tungsten Electrode should stick out
There’s no straightforward answer to this one as it depends on a number of factors.
As a general rule, I would have around 5-6mm of the Tungsten sticking out of the Ceramic Gas Shroud.
The important thing is that gas shield integrity around the arc is maintained. So if, for example, you’re welding into a corner, or into a blind hole, good gas shield integrity is easy to maintain, so a greater Tungsten stick out is possible.
If you need to increase Tungsten stick out, to be able to see easily for example, but this increases the risk of poor gas shield integrity, it would be necessary to increase the gas flow to compensate.
Conclusion
The correct choice of Tungsten Tig Electrode is important and will affect the possible results of Tig Welding, as will the way a Tungsten is sharpened if being used for DC applications.
I hope you found this article useful.
Please let me know what you thought of this article by leaving a comment. Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Regards
Graham

Good practical advice
Thanks for the comment Chris, glad you found the article on Tungsten Tig Electrodes useful.
Cheers Graham
You have shared very positive information. I would happy to share another short but effective information.
thanks a lot!
Glad you found the information useful.
Regards
Graham
Enjoyed the educational content of your article. Just beginning tig welding !
Good to hear Elijah!
Cheers Graham
Hi Graham, I found this article very helpful ,interesting to know that gold tips can be used on ac and dc as I’m welding Ali,just can’t seem to get that shiny finish to my welds more a sparkly finish,any thoughts?kind regards Garry
Hi Garry
Thanks for the comment, glad you found the article useful.
Hard to be specific without seeing your welds, or set up.
Possible causes might be not enough power or moving too fast, check your penetration, if penetration is OK, this thought can be discounted.
More likely is Oxidisation caused by a sheilding gas issue. This can be:
> Gas Flow too low
> Gas Flow too high (more later)
> Draft or wind blowing Gas Shieled away
> Ceramic Cup on your torch too small in diameter
If the gas flow is too high the gas can deflect of the surface of the job, drawing air underneath it, causing Oxidisation.
Hope I’ve helped, let me know how you get on.
Cheers Graham
Good read thank you
Your welcome Tom, glad you found the article useful.
Cheers
Graham
As you are probably already aware, as all Tungstens are classed as heavy metals with varying types of coatings mixes etc do pose a H&S risk during the welding process. The worse one being “RED Thoriated” as Thorium is a Radio active Isotope. The tungsten will give off some of this thorium when being sharpened.
Hi Paul
Thanks for your comment. Yes we are are of the Radio Activity of Tungsten Electrodes, especially the Thoriated type. However, when this came into common knowledge, around 20 Years ago, we looked into it and were advised by a medical scientist that the level of radioacivity in the grinding dust was so low that a person would have to ingest or breath in at least 1/2 a bucket full of grinding dust for the radioactivity to build up to a dangerous level. Clearly if this much ingestion or breathing were to happen radioactivity is likely to be the least of the persons problem.
But as you’ve raised the issue, I will add a note about wearing a mask when grinding Tungsten’s
Cheers
Graham
Brilliant Thanks, Very Helpful
Your Welcome Richard, glad you found the article useful.
Cheers, Graham
Very useful, can you do something similar on what gas flow rate to use, what torch size to use.
Hi Robin
Thanks for your comment & suggestion. I have written an article regarding Gas Flow Rate for Mig, the formula in this would hold well for Tig as well. You can view the article Gas Flow Rate for Mig
Torch size really comes down to personal preference, Power needed for the job and Torch Cooling system. Water Cooled Torches will be physically smaller than Air Cooled Torches and all torches have a max amperage rating. So if you need to weld at high amps and want a small(ish) torch, you will need Water Cooled, but if you only Tig Weld at low amps, you can get away with a small Air Cooled Torch. Vague answer I know, but there re a lot of variables 🙂
Hope I’ve helped a bit!
Cheers, Graham