01908 6998020845 899 4400 | 01908 699802Tel 01908 699802
Silver Solder & Braze


Silver Solder & Braze are both products used with either an Oxy Acetylene Torch or Oxy Propane Torch.
Silver Solder & Braze, what’s the difference?
For me, the key difference is how they work on the joint.
Silver Solder
Silver Solder is more fluid than Braze and works by being drawn into the joint by a capillary action. So if, for example, you want to join two pieces of thin sheet metal together, you would need to overlap them. The Silver Solder will be drawn through the joint, filling the minute crack between the two pieces of metal, bonding with the surfaces to join them. If you tried to butt the two pieces of metal together, there simply wouldn’t be enough surface area touching to achieve a strong joint.
Silver Solder is used with a Flux, which chemically cleans the metal and keeps it clean during the Silver Soldering process. Silver Solder is also know as Silver Brazing.
Braze
Braze on the other hand, does not get drawn into the joint, but is built up on the surface of the metal being joined, so it looks more like a weld. Like Silver Solder, the Braze material bonds with the surface of the metal being joined.
Braze is used with a Flux, which chemically cleans the metal and keeps it clean during the Brazing process. Brazing is also known as Bronze Welding.
What Silver Solder & Braze have in common is that neither involve melting the metal that’s being joined, that would be welding!
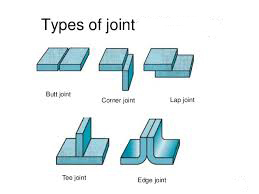
In the joint examples shown, I would use Silver Solder on the Edge & Lap Joint and Braze for the Butt, Corner & Tee Joint.
Types of Silver Solder & Braze
Whilst there are a number of Brazing Alloys on the market, for this article we’ll keep it simple and just cover the most common, C2.
C2 is a multi purpose, Silicon Bronze brazing rod that’s suited to most general purpose brazing on metals including Steel, Copper, Cast Iron and dissimilar metals.
C2 Braze is Brass Coloured and typically melts at around 875⁰C.
Most Silver Solders can be categorised by their Silver content. The Silver content will determine the fluidity and melting temperature, the more Silver, the more fluid and the lower the melting temperature.
Most common are 33% Silver (around 720⁰C), 40% Silver (around 675⁰C) and 55% Silver (around 650⁰C).
Also available are Silver bearing Copper Phosphorus Alloys (CoPhos). These are available with either 2% or 5% Silver and are used primarily for joining Copper to Copper, where, if the metal is clean, no Flux need be used.
Silver Solder can be used to join most common metals, including Mild Steel, Stainless Steel, Copper, Brass, Cast Iron and Dissimilar Metals.
Fluxed or Bare Wire?
Silver Solder & Braze is usually available in 2 or 3 forms:
- Bare Wire – (Silver Solder & Braze). This is my preferred type. With this wire you use a powder flux. This can be coated onto the wire as necessary by gently warming the end of the wire in your flame, then dipping in the powder. This can be repeated as necessary.
- Flux Coated – (Silver Solder & Braze). This may seem like a good idea, but there are, for me, three flaws. Flux coated wires are more expensive than bare wire. If you need additional flux, you’ll still need a pot of powder. If the wires are bent, the flux tends to fall off!
- Flux Impregnated – (Braze Only). Here the flux is in little nicks on the wire. This works very well and the wires can be bent. The downside is that flux impregnated wires are the most expensive.
I hope you found this blog article useful, if things work out well for you, please feel free to post some pictures of your achievements on our Facebook Page
Please let me know what you thought of this article by leaving a comment. Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Cheers
Graham

so there is 2, 5 15 33 40 and 55 silver content. I understand the melting temperature drops as Ag increases. So if you oxy acetylene why not only use 2%. What are the others for? Thanks
Hi Luke
Higher Silver content also make Silver Solder more fluid. Strength is also a factor, as is the material being joined. Bottom line is it all depends on the application. The most common “General Purpose” Silver Solder is a 40% Silver.
Cheers Graham
Hi Graham, nice article. I need to bond a 3-inches-long stainless steel screw that I will screw halfway into a zinc-plated-steel coupling nut. Is it best to melt some powdered flux onto some silver solder and also onto the threads of the screw (before screwing it in and soldering it)? And will stainless steel bond well to zinc plating?
Hi Glen
I would mix a small amount of flux with water to create a wet paste. Smear a little of this onto the thread before assembling.
Only possible issue I can see is that Zinc melts at around 419ºC, Silver Solder (depending on silver content) melts at a much higher temperature! this could cause a problem if the thread is plated inside the Nut!!! If so, it might be wise to run a Tap down the nut to remove the Zinc.
Take great care not to get the job too hot, if you discolour the Stainless by overheating, the silver solder will not bond to it!!!
Hope that helps
Cheers Graham
Can I make a silver solder by 20%silver
What is composition of silver solder in 20% silver
Hi Sajid
I regret I don’t have a composition for 20% Silver Solder, only 40%. This is 40% Silver, 30% Copper, 28% Zinc 2% Tin. I guess for 20% Silver you could try increasing the copper and Zinc.
Hope that helps
Regards Graham
The spout of an old hand water pump got knocked off. The break is mostly close filling and carries no weight. The cast iron is about 5mm or 3/16″ thick. I wonder if I can I silver solder two thin pieces of cast iron together as I am concerned the heat for brazing would be too much for the thin cast iron?
Hi Bill
Theoretically possible, but it’s difficult to be sure without seeing the job! I would suggest getting the whole area area around the joint at least hand hot, then using an Oxy/Fuel Torch to heat the joint area to Silver Solder temperature. Make sure both faces of the joint are scrupulously clean and try making up a small amount of flux paste to smear on the joint faces before assembly.
Hope that helps, a bit 🙂
Regards Graham
Hi can I join or fill in a slot in a cast sleeve with another piece of cyl sleeve? What method silver solder or braze? Thanks
Hi Brian
I regret that you’ve not disclosed enough information for me to offer specific suggestions.
Speaking generally:
Braze can be used to fill a slot as it can be built up (like a weld).
Silver solder could be used to fix an insert in place, provided the insert was a close fit all round the slot.
Hope that helps
Cheers
Graham
Hello. Can I solder steel wires to Sterling Silver sheet? If so can you please explain the conditions under which it is done.
Thanks in advance
Pallavi
Hi Pallavi
I regret I’ve not used solder with Sterling Silver so I’m unable to help, other than to say I can’t see why it would not be possible, with the correct solder. Suggest you try asking the question on a Jewellery forum.
Regards Graham
Hi Graham,
I’m just beginning to foray into soldering, brazing and welding, primarily out of necessity.
I recently acquired a 1951 Marlin 336SC in 32 Win Special. As this rifle was manufactured a few years before the option to drill and tap for a scope, someone took it upon themselves to do so to this rifle… Poorly I may add.
I’ll have to plug the two holes in the barrel and the two holes in the receiver. The barrel is not much of an issue as I can easily fill those in with screws and level them flush.
The receiver on the other hand, as it is somewhat thin, was fairly damaged by the D&T. I need to fill in this area (about 1/4″ dia.), file it level to the inside and outside of the receiver, then re-engrave the ‘waffle top’ pattern to match.
What would you suggest as a method/material for this? Some have suggested silver brazing, but I worry about that being weak at the seams.
Naturally, I’ll be practicing on some scrap that I don’t care about before I attempt this restoration…
Hi Michael
Silver Solder relies on a surface area contact to create capillary action (think two overlapping pieces of metal). If I understand correctly, you want to fill one or more 1/4″ diameter holes. I think you would need Braze to fill these as braze builds up like a weld, so can be used to plug holes. Silver Solder is likely to simply drop through the hole as it is quite fluid.
If, however, these holes do not go all the way through the metal (blind holes), then you could use Silver Solder.
I hope that helps!
Cheers
Graham
Dear Graham,thanks for a very interesting and useful site. I am currently trying to refurbish my bath taps. The internals that I buy are likely to need the valve stem reducing by say 12mm. So I need to butt joint two 10mm diameter brass cylinders together. Since the stem is used to compress the washer and when seated will have some tortional stress a reasonably strong joint is required. Would oxy-acetylyene with flux and brazing rod be acceptable? Many thanks David.
Hi David
That’s a tough one! You’re clearly going to need a joint that can withstand potentially high torsional force.
Brazing would be the strongest option, that I know of, but before cutting and brazing, I would consider any and all other options to shorten the part.
Having one end re machined with whatever is on the end may be a better option.
If Brazing is unavoidable, I would suggest putting a blunt point on each of the two ends, reducing the diameter to around 2-3mm at an angle of 45º. When the two ends are aligned, you will have a 90º Groove around the stem going down to a diameter of 2-3mm (I hope that all makes sense 🙂
You would then fill that groove with Braze.
Hope that helps
Regards Graham
Hi Graham can you please advise me. I have to silver solder a thin strip of s/steel Approx 16swg to a thicker piece of s/steel approx 3mm thick. How much heat will be required and I assume that I will need to use flux. I am in the UK.
Hi Mike
Thanks for getting in contact.
You will need flux.
I would strongly suggest using an Oxygen + Fuel Torch, rather than Fuel + Air as it’s best to get the job to temperature as quickly as possible to minimise the risk of oxides forming.
Biggest challenge with Silver Soldering Stainless is the job temp needed to melt the solder is close to the temp at which the Chrome in the Stainless burns (Blueing). If you get blueing, you will not get Silver Solder to take to it and will have to stop, clean off the blueing and start again!
I usually make a small amount of Flux up into a paste by adding some water to a small amount of powder. I then put this paste along the edge of the joint. As you heat the job, the paste initially dries out, then just before you get to Silver Solder melting point it becomes liquid, it is at this point you should be VERY careful with your flame and get the Silver Solder in there!
Hope that helps.
Kind Regards
Graham
Hi, I have now for a while try to finde out what is what when it comes to, brazing, brass, bronze and so on. Tanx for a very straight forward explenation. Greatings from Norway!!
Thank You for the kind comment Frank, much appreciated.
Good to hear you found the article on Silver Solder and Braze useful.
Regards
Graham
I would like to silver solder small stainless pipe 19mm x20mm x 0.65mm to stainless chainsaw muffler plate.Hole will be made for pipe to fit through muffler.I only can get bossweld 45percent silver looks like they have a narrow melting range.Does that mean after the job is complete and I am using the muffler if it gets above the melting range it will not work?What would you recommend for my application?
Hi Gary
If the component gets above the Solders melting temp, then the solder will melt and the joint will fail. Only option is to find a higher melting temp solder, or use a different method.
Sorry I couldn’t help further.
Regards Graham
What a fantastic article and a very useful resource. Thank you. Just a quick question, I’m currently building my first live steam copper boiler which will run at between 65/75 PSI. However, I’m really struggling to find the correct type of ‘Silver Solder’ – Do you stock the correct type. Many thank. 😀
Hi Tom
Thank You for your generous comments about the blog, Im glad you found it helpful.
We stock two types of Silver Solder:
2% Silver Co Phos Alloy, which is ideal for Copper to Copper joints, which it can do without flux (clean/new copper).
40% Silver Solder, which is a good, all round, high strength Silver Solder (requires flux).
You can find both, and the P6 Silver Solder Flux here
I hope that helps.
Kind Regards Graham
Excellent blog, you are surely informative and very helpful.
Do you supply silver leaf braze 55% for induction brazing cobalt/diamond segments to a circular saw blade.
Think you might have duplicated 😀
Excellent blog, you are surely very helpful. do you supply silver leaf braze 55% for brazing cobalt/diamond segments to the outer circumference of a circular saw blade
Hi Donal
Thank you for your kid comments re the blog.
We can only supply 55% Silver Solder in wire form, typically 1.5mm diameter. The minimum we can supply is 0.25Kg.
Let me know if you need a price (use the Contact Us link on our website)
Cheers Graham
Hello and thanks for the good read
i am looking at adding some Tungsten Carbide to the points of my Air seeder and was wondering what you would suggest.
keep in mind they would be in the ground and maybe impacted by rocks.
Hi Jessie
Difficult to offer detailed suggestions to such a specific application question without seeing the job, but I would suggest Brazing would be better. My concern is that the heat required for brazing may soften the Tungsten Carbide, having said that, if the TC is too hard it could easily break when hitting a rock! I think I would try adding TC to 3 points and see how it performs!
Have you searched forums to see if any other farmers have done this, maybe you could benefit from their experience!
Sorry I couldn’t help further.
Cheers Graham
Hi, I have a small cast iron piece that has broken off on an 1940s metal lathe gearbox. I believe it has broken due to incorrect dismantling procedures and not a result of normal use. The piece that has broken off supports a 1 inch shaft and is only about 3/16″ thick. I’m hoping to oxy braze it but not sure of the correct process or rods to use for this and hoped you may be able to help.
Hi Tim
You should be able to use a regular Brazing Rod and Flux with an Oxy/Fuel* Torch (*Acetylene, Propane or Propylene). A lot of the process will be the same as stick welding, which you can read about in my Welding Cast iron article.
Hope I’ve helped.
Cheers Graham
I am working on a 1/4″ x 6″ 464 brass door threshold and trying to get 1/4″ x 1-1/4″ brass angle brazed to the flat stock for a mounting tab. I am having trouble getting the silver to flow into the joint. Any tips? Thank you
Hi Klaus
Following the basics will usually be rewarded with success:
> Ensure joint faces are clean and free from surface oxide.
> Ensure the joint is tight, silver solder relies on capillary action, so gaps are not good.
> Get the joint to temp as quickly as possible, the slower the heat up, the more surface oxide will form.
> Ensure you have a good flux, if you mix flux powder with water, use within an hour.
Hope that helps
Cheers Graham
I have to connect thin-wall (0.2mm) stainless tubing together using brass coupling/ sleeves. When heated, the air gap will be 100um (0.004″). I need something that will melt really low, around 500^C
Hi Rob
I regret we do not have an alloy that has a Solidus Liquidus that low.
There will be some alloys available that would meet your spec, but it would be best if you searched for these in your own Country.
Sorry I couldn’t help further.
Kind Regards
Graham
What would be the ideal % silver solder for 3″ copper pipe?
Hi Joe, if its Copper to Copper CoPhos alloy is ideal as you don’t need flux. You can use the CoPhos alloy for copper to other metal, but you will need https://www.thewelderswarehouse.com/Welding-Supplies/Silver-Solder-Flux-100g.html as well. You can also use the 40% Silver Solder.
Hope that helps
Cheers Graham
I am making a knife and need to bond nickel to a 1095 steel. What is my best choice of solder?
Hi Dave
A 40% Silver Solder should be fine for joining 1095 Steel to Nickel, although this should be done before any heat treatment of the 1095, in case the Silver Soldering process part anneals the 1095 again.
Hope that helps!
Cheers
Graham
Hi Graham,
What grade silver solder and flux would be best for 22mm copper pipe on solar thermal installation and can I use mapp gas.I understand normal plumbing grade solder is not suitable due to high temperatures on pipework from collector to cylinder
Regards
John
Hi John
Thanks for getting in touch!
A CoPhos Alloy is most likely to suit, it’s used extensively in the HVAC and Refrigeration industries. Does not need Flux if Copper to Copper and metal is clean! Not sure if a Mapp/Air Torch would be hot enough, you would have to test it, otherwise, Mapp?Oxygen will definitely work. You can find CoPhos Alloy here: https://www.thewelderswarehouse.com/Welding-Supplies/Copper-Phospherous-Solder-Alloy.html
Hope I’ve helped
Cheers Graham
What percentage of silver would work the best for repairs of a cutting torch head that is leaking
Hi Derrick, thanks for the question. If you need to re-solder the joint where the Stainless Steel tubes go into the head I would use AT LEAST a 40% Silver Solder, ideally a 55%. You need a Silver Solder with as lower melting temp as possible because if you burn the Chrome in the Stainless Steel (SS goes Blue), you will never get any Silver Solder to bond with it. It would be necessary to disassemble the joint and clean all the blueing off, then start again!
If the joint doesn’t involve Stainless Steel, you could use a lower percentage Solder, maybe 33%, although I would still use 40% to ensure a good flow into the joint.
Hope that Helps
Cheers Graham
Hi Graham, I am in the startup phase of sourcing materials for an aircraft project. The fuselage around 2 metres long will be made using a variety of stainless steel tubes of 0.5mm wall and 6mm to 8mm O/D butt joined using a small torch and mappgas. I hope to be able to form a small flange to assist in strengthening the joints, but will be small. Would you suggest braze or silver solder? a 4 stroke engine will be mounted to the front end on A/V mounts so vibes will be minimised as much as possible
Hi Adrian
You will need to Silver Solder Stainless because Braze will be too hot. Overlapping type joints will be necessary as you cannot build up Silver Solder to create a weld looking joint.
You will need a deft hand because the melting point of Silver Solder is close to the temperature at which the Chrome in Stainless will burn/oxidise (presents as Blueing). Once this happens you will not be able to get Silver Solder to bond, the only course of action is to remove the bluing and start again.
I would strongly suggest practice!!!
Hope that helps.
Good luck with what sounds like an interesting project.
Graham
I want to silver-solder a folding handle onto a stainless steel thin-wall vessel weighing about 15kg. I wonder how the pull-strength of the silver-solder joint varies with the alloy?
Where can I look up the tensile strength of the silver-solder alloys? Then it should be easy for me to calculate the pull strength of the joints.
Hi Jerry
Thanks for reaching out. Tensile strength of our 40% Silver Solder is 400 N/mm².
Hope that helps.
Cheers Graham
I hand a bent clock hand so without annealing… I now have two bent clock hand parts the clock hand is two hundred or so years old difficult to find the correct type so do I silver solder or braze, the hands are latticed so looking at 1x1mm square x2 joints
same clock bell gear stripped three teeth so looking at insert and then hand profile teeth. Insert i would be happy to just silver solder in a new section but the hand I do not think silver solder is the way to go as it is the minute hand and my only way to correct the time 12 or more times a year.
The hand in question 162.5mm x .98mm the first 100mm is left on the clock, so with care I could adjust the hand by the first 80-90mm or better still adjust clock to gain time over a month. then I could just stop and restart, not ideal or the most accurate way to do it but hey. if this blog is to old I will try to converse another way.
Hi David
Difficult to offer specific suggestions without being able to see the job. But things to consider in the process of deciding whether to Braze or Silver Solder are:
1) Silver Solder requires a significant surface area of joint as it use’s capillary action, so an overlapping type joint is likely to be needed.
2)Braze can be used for Butt joints etc as it does not rely on capillary action.
3) Braze needs a higher temperature, so more care may be needed to avoid damaging any metallurgical properties of parts.
Adjusting the clock via the first 80-90mm would seem a sensible way to go, but it all depends on the strength of joint that can be achieved and how much effort is needed to move the Hand to adjust the clock.
Sorry I can’t be more specific, but I hope that helps.
Kind Regards
Graham
Thx for that.
I’ll try something else.
Tig would be too “industrial”,brazing would leave a brassy edge, I suppose if it was polished long enough…back to the drawing board.
Thank you.
You’re welcome, sorry to have sent you back to the drawing board.
I am trying to join thin stainless sheets for decorative purposes merely to “stick” them together. Would silver solder be strong enough?
Hi John
Silver Solder relies on surface area and a tight joint for strength.
You would not use Silver Solder for an edge to edge joint.
An overlapping joint is ideal.
So the short answer is YES, it would be strong enough, but only if the right type of joint is used.
Silver Soldering Stainless is tricky, DO NOT let the Stainless Steel discolour in the heat! Once discoloured you will never get the Silver Solder to bond with it. Heat the Stainless carefully!
Hope I’ve helped.
Cheers
Graham
*typo- should not be engulfed in roaring flame… although lower half would be exposed… ty for your time and the wealth of knowledge.
I knew what you meant 😉
hi graham i know this article seems a little old maybe your still responding? im trying to make a small tank using very thin (22 gauge or smaller)sheet metal, steel probably with a galvanized coat that will be removed further reducing the size, that will be used as a boiler/ water heater. it will used directly over open flame. do you think something like 33% solder would be sufficient to withstand temperature like that, is something like c2 the only way to go, or is there something in the category of not most common therefore not covered here that will flow a little better but hold up over open wood fire? It just occured to me reading this article it should be engulfed in roaring flame but it will be over a hot fire with the bottom half likely in the flame. thank you for the article and allthe information you share, its been invaluable over the past year venturing into fabrication i havent had the ability to pursue until recently.
Hi Michael
A 33% Silver Solder melts at around 700ºC, I would have thought it unlikely the part is going to get that hot in use.
C2 Braze Brazing Alloy melts at around 860ºC.
I would suggest that choice of joining material will depend on joint configuration. Silver Solder will need an overlapping type of joint, brazing will not.
Hope this helps
Cheers
Graham
Really enjoyed the column Graham.
I’m putting a bush fire sprinkler system around the house under the gutter.
I’m using copper but soft solder melts at too low a temperature and has been known to fail in fires.
A solder rod manufacturer recommends 2% silver solder rod (which I assume is a phos Copper rod). I’ve never silver soldered 50mm Cu before. I’m going to use Oxy Mapp gas.
What should I look out for compared to soft soldering 19mm tube.
Hi Ray
Sorry I haven’t been able to reply, I’m guessing it’s way too late now.
Apologies, Graham
Great colunm, I have a question, I’m trying to put a mast mount which is 6″*6″ carbon steel about 1/2″ thick, on a cast iron counterweight that is on a excavator. I was wanting to ask you for any ideas or suggestions for this application and would silver soldering be a feasible application. This counterweight is huge and there is no way I could heat the whole thing.
Hi Andrew
Thanks for the positive comment, much appreciated.
Re your Cast Iron Counterweight on to ½” thick box steel. I don’t think Silver Solder would work as you will need to gat the parts VERY Hot. I would warm up the Cast Iron so that it’s not cold (doesn’t need to be hot), so warm to touch, at least around the area to be welded. Then use Ferro Nickel Cast Iron Arc Rods to Weld them. Alternatively, could you use a non heat method? Tapping the Cast Iron and bolting for example?
Hope I’ve helped, at least a bit 🙂
Cheers Graham
Brazing and soldering are classed as semi permanent opposed to welding which is permanent brazing would be achieved by capillary action as well excellent technical information graham enjoy reading comments
In the motor trade we found that repairing exhaust brackets & similar items [a lot of vibration] the repaired item was stronger than the original item!
Thanks for the comment Michael
Braze is soft and ductile, so is particularly good at resisting vibration.
Keep up the good work
Graham
Very helpful and succinct! I presume the silver solder and braze wire mentiond is available on the website, along with the fluxs?
Thanks for the comment Adrian, glad you found the article useful.
Yes we do offer Silver Solder, Braze and Flux on our website, there are links within the blog, or you can go directly via this link: https://www.thewelderswarehouse.com/Welding-Supplies/Gas-Welding-Brazing-Wires-Fluxes.html
Regards
Graham