01908 6998020845 899 4400 | 01908 699802Tel 01908 699802
Silver Soldering Stainless Steel


Silver Soldering Stainless Steel, whilst doable, is tricky!
The biggest challenge with Silver Soldering Stainless Steel is the heat needed to melt the solder is close to the temperature at which the Chrome in the Stainless burns (Blueing).
If you get blueing, you will not get Silver Solder to take to it and will have to stop, clean off the blueing and start again!
I would strongly suggest using an Oxygen + Fuel Torch, rather than Fuel + Air as it’s best to get the job to temperature as quickly as possible to minimise the risk of oxides forming.
This can be Oxy/Acetylene, Oxy/Propane or Oxy/Polypropylene (MAPP). All will be hot enough!

Multi-Jet Nozzle
Technique
- I usually make a small amount of Silver Solder Flux into paste by adding a little water.
- I then put this paste along the edge of the joint.
- As you heat the joint up, the paste initially dries out.
- Just before the joint reaches the melting point of the Silver Solder, the flux will turn into a liquid.
- At this point you should be VERY careful with your flame, try not to keep it still as this will overheat a small area, potentially causing “Blueing”.
- Start testing the heat of the joint by trying to add Silver Solder, do not put the Silver Solder under the flame and remove straight away if it doesn’t melt.
- Once the Silver Solder melts, try not to heat the joint any further and only keep the flame on the joint if necessary.
Conclusions
- Silver Soldering Stainless Steel is tricky, but not impossible
- Practicing on some scrap would be wise!
- I would not attempt Silver soldering Stainless Steel with a Fuel/Air Torch, I would only use an Oxygen/Fuel Torch.
- Care and patience will win the day 🙂
I hope you found this blog article about Silver Soldering Stainless Steel useful.
Please let me know what you thought of this article by leaving a comment.
Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Cheers
Graham
Silver Solder & Braze
Silver Solder & Braze are both products used with either an Oxy Acetylene Torch or Oxy Propane Torch.
Silver Solder & Braze, what’s the difference?
For me, the key difference is how they work on the joint.
Silver Solder
Silver Solder is more fluid than Braze and works by being drawn into the joint by a capillary action. So if, for example, you want to join two pieces of thin sheet metal together, you would need to overlap them. The Silver Solder will be drawn through the joint, filling the minute crack between the two pieces of metal, bonding with the surfaces to join them. If you tried to butt the two pieces of metal together, there simply wouldn’t be enough surface area touching to achieve a strong joint.
Silver Solder is used with a Flux, which chemically cleans the metal and keeps it clean during the Silver Soldering process. Silver Solder is also know as Silver Brazing.
Braze
Braze on the other hand, does not get drawn into the joint, but is built up on the surface of the metal being joined, so it looks more like a weld. Like Silver Solder, the Braze material bonds with the surface of the metal being joined.
Braze is used with a Flux, which chemically cleans the metal and keeps it clean during the Brazing process. Brazing is also known as Bronze Welding.
What Silver Solder & Braze have in common is that neither involve melting the metal that’s being joined, that would be welding!
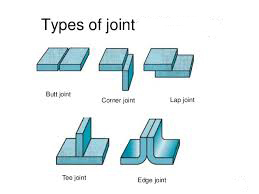
In the joint examples shown, I would use Silver Solder on the Edge & Lap Joint and Braze for the Butt, Corner & Tee Joint.
Types of Silver Solder & Braze
Whilst there are a number of Brazing Alloys on the market, for this article we’ll keep it simple and just cover the most common, C2.
C2 is a multi purpose, Silicon Bronze brazing rod that’s suited to most general purpose brazing on metals including Steel, Copper, Cast Iron and dissimilar metals.
C2 Braze is Brass Coloured and typically melts at around 875⁰C.
Most Silver Solders can be categorised by their Silver content. The Silver content will determine the fluidity and melting temperature, the more Silver, the more fluid and the lower the melting temperature.
Most common are 33% Silver (around 720⁰C), 40% Silver (around 675⁰C) and 55% Silver (around 650⁰C).
Also available are Silver bearing Copper Phosphorus Alloys (CoPhos). These are available with either 2% or 5% Silver and are used primarily for joining Copper to Copper, where, if the metal is clean, no Flux need be used.
Silver Solder can be used to join most common metals, including Mild Steel, Stainless Steel, Copper, Brass, Cast Iron and Dissimilar Metals.
Fluxed or Bare Wire?
Silver Solder & Braze is usually available in 2 or 3 forms:
- Bare Wire – (Silver Solder & Braze). This is my preferred type. With this wire you use a powder flux. This can be coated onto the wire as necessary by gently warming the end of the wire in your flame, then dipping in the powder. This can be repeated as necessary.
- Flux Coated – (Silver Solder & Braze). This may seem like a good idea, but there are, for me, three flaws. Flux coated wires are more expensive than bare wire. If you need additional flux, you’ll still need a pot of powder. If the wires are bent, the flux tends to fall off!
- Flux Impregnated – (Braze Only). Here the flux is in little nicks on the wire. This works very well and the wires can be bent. The downside is that flux impregnated wires are the most expensive.
I hope you found this blog article useful, if things work out well for you, please feel free to post some pictures of your achievements on our Facebook Page
Please let me know what you thought of this article by leaving a comment. Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Cheers
Graham
