01908 6998020845 899 4400 | 01908 699802Tel 01908 699802
Gas Flow Rate for Mig


What’s the right Gas Flow Rate for a Mig is a question we get asked a lot, but like many things in welding, there’s no definitive answer.
The correct Gas Flow Rate for a Mig will depend on a number of factors:
- The diameter of the Gas Shroud
- The joint configuration
- Whether there is any uncontrollable factors that may disrupt the gas shield around the weld, draught/wind being the most obvious
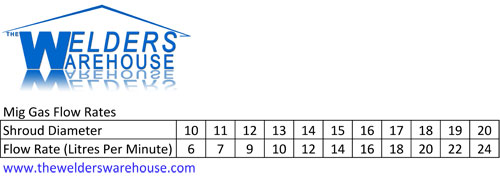
Having said all that, I understand you need a start point, so I’ve produced a simple chart showing suggested Gas Flow Rate for a Mig.
This is based on a formula of the cross sectional area of the Gas Shroud Bore divided by 13.
For Example, let’s assume the Gas Shroud Bore is 10mm.
Cross Sectional Area (as I’m sure we all remember from school Maths :-), is
π x r² so:
π (3.142 is close enough) x 5 x 5 ÷ 13 = 6.042
We can round that to 6 litres per minute Gas Flow Rate for a Mig with 10mm bore Gas Shroud.
I would stress that this figure is a start point. Try a test weld, if you see tiny pin holes in the surface of your weld, you need more gas, but in still conditions, this formula should provide enough shielding without wasting gas by using more than necessary.
I hope this helps
If you would like a higher resolution copy of the chart, use the “Contact Us” link on our website to drop me a note and I will email you a copy.
You might alos find my articles on Mig Welding Gas and No Rent Gas Cylinders worth a read!
Please let me know what you thought of this article by leaving a comment. Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Cheers
Graham
My question, IF am using 150mm length, 100mm width and 25mm thick. Position = 3G, Nozzle dia 15mm, GMAW 1.2 dia rod. how much gas consumed to complete this plate.
Hi Suresh
Gas consumption is going to depend on the flow rate set at the Gas Regulator/Flowmeter and how long it takes to complete the weld, which in turn will depend on weld speed!
Check (or set), your Flow Rate, Time how long it takes to weld a plate, then do the Math.
Cheers Graham
Good clear information, just right for the learning process. Many thanks.
Hi Graham
Well , i would like to track the daily usage of Co2 and LPG used for MIG welding and gas cutting , can you extend your support ?
Please send me some tracking ideas or any worked out example sheets to below mail id pls
Thanks
Madhan
Hi Madhan
I regret we do not have any additional data to that already published.
Sorry I couldn’t help.
cheers Graham
Hi Graham,
I have been welding off and on for over 40 years but have had no formal training other than practical instructions from my dad at the age of 15.
I am currently looking to upgrade my mig to a 200-250 amp machine.
I do mild steel fabrication. Typically 2-6 mm and sometimes 10-12.
There are so many options, are you able to recommend best option for quality and reliability please.
Cheers
Steve
Hi Steve
Thanks for the question. 10-12mm is at the top end of a 200amp Mig Welders capacity, but if it’s only “sometimes”, you should be OK. We have 2 machines that I think would fit the bill:
> Stealth Digi-Mig Synergic this machine is REALLY easy to use, simply pick the right program for your Gas and Wire type, set power, then point and shoot. Essentially, you set the power, the machine sorts out the wire feed speed etc for you. Ideal if you change power settings a lot as you don’t have to continually faff around setting the wire feed speed yourself! Is also very portable. Only pos downside is it only accepts 200mm dia x 5Kg spools of wire. (I LOVE this machine!)
Cros-Arc 291C is a 250amp machine that accepts the 300mm dia x 15Kg spools of wire and is more of a conventional Mig. Having said that, because it has an Inverter type power system there are no power “Steps”, power is is on a volume control type knob that means you can go from min to max power without steps.
There is a 200 amp version of the 291C, but given the occasional 10-12mm thick steel, I would go for the 250amp 291C. If you have 3 phase power, there’s also a 320amp version, which would give you lots of spare power. We sell lots of all 3 and have only ever had one warranty issue, so they’re good!
If you want to have an informal chat about these machines, please don’t hesitate to call and ask for me, I’m usually in the office form around 11am (can be in or out earlier than that).
Hope that all helps
Cheers Graham
Thanks, very helpful, however would you please advise the basis for the division by 13 and how it was derived at.
High Daryl
Thanks for the kind comment and the question.
13 was derived purely from experience.
For example, the cross sectional are of a 15mm bore shroud is 176.74mm².
From experience, I know that around 14 litres per minute (lpm) is a good gas flow in normal conditions, for that size shroud.
If you divide 176.74mm² x 14 lpm you get 12.62. I rounded this to 13.
So now 176.74mm² divided by 13 = 13.595 lpm which I round to 14 lpm.
As I mentioned in the article, flow rate is not a precise thing because it will depend on circumstances round the job. I was seeking to provide a simple formula for calculating a start point for gas flow.
Hope that helps.
Cheers Graham
Hi Graham,
That chart (table) is useful. It is hard to get relevant information from all the stuff on the Net, or from sales staff in retail outlets.
Specifically, I am focused on one task: welding patches on an automobile body where I have cut out the rust. So far I’ve gathered Argon mix gas and .6mm wire, but I’m waiting on a 10mm bore nozzle, which may be better than the stock 12mm bore nozzle in some circumstances.
Besides the parameters of wire feed speed and gas flow rate, my power source is a bank of 18650 Lithium ion cells, arranged as 5 serial and 12 parallel, which gives me about 20 Volts and heaps of amps, so I’m working on ways to control and adjust those parameters.
Cheers,
Chris Battle
Hi Chris
Glad you found the blog article useful. Your power source set up sounds interesting! 20 volts is pretty good for Mig, although a little high for the thin sheet steel of an automobile body.
Good luck with everything.
Cheers Graham
Excellent articles on welding well worth a visit to this site.
Thanks for the comment Paul. A lot of work goes into these articles, so it’s nice to know it’s appreciated.
Kind Regards Graham
Great web site and very useful info.
Thanks John
Everyone here works hard to offer the best possible service & experience for customers, so it’s nice to know it’s appreciated.
Cheers Graham
Very useful tip on calculating gas flow rates. Thank you
You’re welcome Clive, glad you found the article useful.
Kind Regards
Graham
Hi any welding information would be greatly welcomed. Fairly new welder and eager for any info tips etc thank you kris
Hi Kris
A combination of reading my blog and our websites “Knowledge Zone” (link below), should be of help to you. We support everything we sell, so if you buy/bought your welding kit from us, you can call us for advice whenever you need us.
https://www.thewelderswarehouse.com/Welding-Supplies/Knowledge-Zone.html
Cheers Graham